rayures
cause:
1) la granulométrie de la poudre de polissage est inégale ou mélangée à de grosses particules d'impuretés mécaniques
2) l'environnement de l'atelier n'est pas propre
3) les matériaux de polissage (colle à polir ou polyuréthane et adhésif, etc.) sont sales
4) chiffon d'essuyage sale et poussière apportés par l'opérateur
5) les rayures laissées par le meulage fin ne sont pas jetées ou ne sont pas soigneusement nettoyées
6) la pièce ou le gabarit de l'ouverture d'inspection n'est pas propre et la méthode est incorrecte
7) le matériau de polissage (colle à polir ou polyuréthane) est dur et utilisé depuis longtemps,il y a des coques dures sur la surface ou des dépôts secs et durs sur le bord
8) la matrice de polissage n'est pas compatible avec le disque miroir
9) causés par des processus auxiliaires (mur, nettoyage, rotation, peinture de protection humide, etc.)
surmonter les méthodes:
1) sélectionner une poudre de polissage avec une granulométrie uniforme et correspondant au matériau en verre
2) faire un bon travail de "5S"
3) garder les fournitures nécessaires
4) nettoyage et rangement du chiffon d'essuyage et des opérateurs portant des vêtements de travail et des chapeaux
5) auto-inspection
6) utiliser le modèle correctement
7) sélectionner les matériaux de polissage appropriés (colle à polir ou polyuréthane), les remplacer périodiquement, et modifier ou réparer la matrice de polissage
8) modifier ou gratter, et refaire la matrice de polissage
9) processus selon les modes opératoires de chaque processus auxiliaire
piqûres
cause:
1) temps insuffisant pour le meulage fin et le polissage
2) la surface de meulage fin est inégale ou la différence entre le milieu et le bord est grande
3) il y a des traces après la rupture des rayures grossières
4) effondrement d'angle carré ou rectangulaire après meulage fin
5) les pièces se déplacent sur le disque miroir en raison du traitement
6) l'erreur de forme de la surface de meulage fin est trop grande , en particulier la hauteur est trop élevée , ce qui est facile à provoquer un polissage insuffisant des bords
7) l'efficacité du polissage est affectée par le long temps de traitement de la matrice de polissage ou le long temps d'utilisation du liquide de polissage
méthodes de dépassement:
1) le dernier trou de sable grossier doit être éliminé lors du meulage fin, et le temps de polissage doit être suffisant
2) l'ouverture de meulage fin est correctement adaptée , et doit être traitée du bord au milieu
3) après l'avoir trouvé,, il doit être marqué, placé séparément ou rejeté
4) utilisez un moule plat fendu, un moule fin et ajoutez du sable uniformément
5) sélectionnez l'adhésif approprié , contrôlez la température du processus et la température de la plaque miroir , et l'épaisseur de l'adhésif doit répondre à la norme
6) l'adaptation d'ouverture de chaque canal de broyage fin doit être effectuée en stricte conformité avec la carte d'instructions d'opération de processus
7) gestion périodique de divers indicateurs (densité , valeur ph, etc.) de remplacement du cuir de polissage et du liquide de polissage.
imprimer
cause :
1) la matrice de polissage n'est pas bien assortie au disque miroir , et il y a des traces de taches d'huile
2) mauvaise stabilité chimique du verre
3) les gouttes d'eau, le liquide de polissage, la salive, etc. ne sont pas essuyés à temps
les impressions sont principalement produites dans du verre avec une stabilité chimique médiocre. le rôle des additifs est principalement de stabiliser la valeur du ph de la solution de polissage et d'augmenter certaines substances hydrophobes laissées à la surface de la lentille, afin d'améliorer la résistance à l'eau de la lentille en plus des additifs, la production de chaleur pendant le traitement doit être minimisée.
méthodes de dépassement:
1) sélectionnez la colle de polissage appropriée , grattez ou modifiez le moule de polissage (polyuréthane) pour le faire correspondre
2) des additifs appropriés peuvent être sélectionnés pour l'empreinte générée lors du polissage ; et la marque produite après l'achèvement peut protéger la peinture
3) éviter de parler à la pièce ; si la plaque suivante ne peut pas être essuyée,, elle doit être essuyée. le verre avec une faible stabilité chimique doit également être séché.
ouvertureD formation
cause :
1) force de liaison incorrecte de l'adhésif
2) l'ouverture n'est pas stable
3) lors du traitement du disque rigide, le disque rigide a été utilisé pendant une longue période et n'a pas été détecté (le contre-alésage est sale ou déformé)
4) le cercle extérieur de la pièce à traiter est trop grand lors du traitement du disque rigide, et la méthode de suspension est inappropriée, etc.
méthodes de dépassement :
1) la déformation de l'ouverture se produit principalement dans les parties minces ou les parties irrégulières, et une méthode de suspension appropriée doit être adoptée
2) un certain temps de stabilisation d'ouverture doit être donné en fonction de la taille de la pièce
3) la plaque rigide doit être testée et corrigée régulièrement
4) suivre strictement le processus et les procédures de fonctionnement des murs suspendus
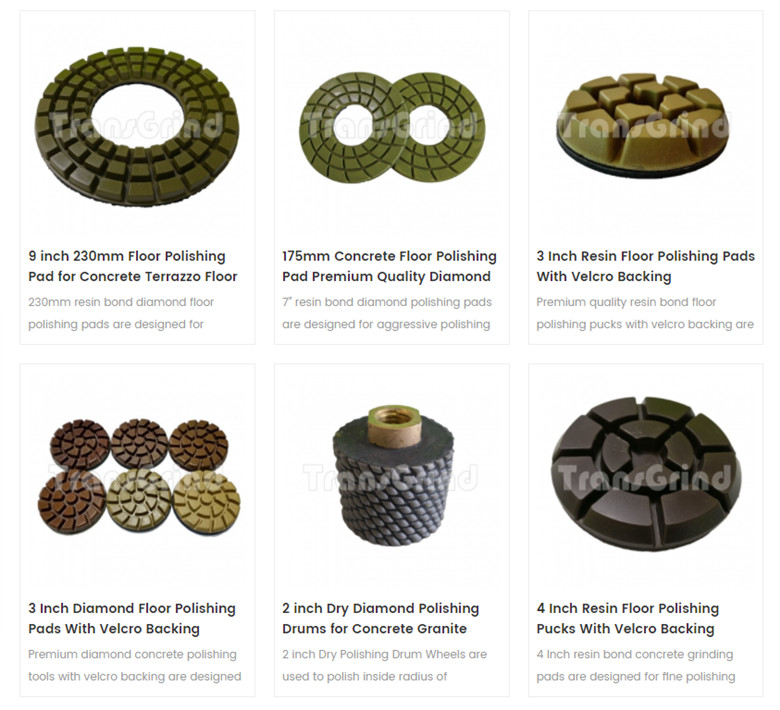
transbroder est un fabricant professionnel de outils diamantés pour béton ou pierre ponçage et polissage de sols , nous avons fourni de nombreux types d'outils diamantés pour de nombreux clients, tels que outils scanmaskin, outils lavina, outils klindex, outils husqvarna, outils HTC etc . bienvenue à consulter pour nos produits en cliquant des photos pour accéder à notre site officiel si vous êtes intéressé.
 IPv6 réseau pris en charge
IPv6 réseau pris en charge English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 Polski
Polski 中文
中文